1.2.1 Fonctions et Cheminement
Pour mettre en œuvre le meuble de rangement, il faut respecter un certain nombre d’étapes dans un ordre chronologique.
- En premier lieu, c’est la partie étude qui comprend toutes les recherches en s’appuyant sur le cahier des charges, afin d’y concevoir les pièces en 3D.
- Ensuite, c’est la fabrication des pièces. Une partie d’entre-elles subit des actions (perçage, découpage, fraisage…) à l’atelier du Groupe API, mais la plupart des étapes nécessitent l’appel de sous-traitant. Pour les salariés responsables du projet, cela représente un gain de temps, car ces étapes peuvent représenter des tâches répétitives et chronophages. Pour réaliser ces étapes de fabrication, les équipements sont parfois coûteux ; grâce à la sous-traitance, cela fait réduire les coûts du projet pour l’entreprise.
- Le montage est la dernière étape du projet. Ici encore, il faut respecter certaines étapes importantes. Si elles ne sont pas respectées, cela peut engendrer des erreurs et donc une perte de temps.
1.2.2 Étude
Au départ, seule la partie principale existait. Au fil du temps, l’idée de rajouter une extension est venue pour augmenter l’espace de stockage d’équipements de même secteur de métier. Il y a seulement besoin de la connecter électriquement avec l’armoire électrique de la partie principale.
Les dimensions totales du meuble sont toujours les mêmes, mais c’est le découpage des casiers qui va varier entre chacun des meubles rangements. Cela va dépendre des besoins des utilisateurs. Par exemple, il faut un casier de 2 mètres de haut pour y ranger un escabeau.
Grâce à l’ajout de l’extension, nous obtenons deux fois plus de stockage disponible pour l’ensemble :
Surfaces & volumes :
Volume total disponible pour le stockage ≈ 5.75 m3
Surface totale nécessaire pour l’installation ≈ 3.5 m²
Dans notre exemple, le découpage du meuble a été réalisé de cette manière :
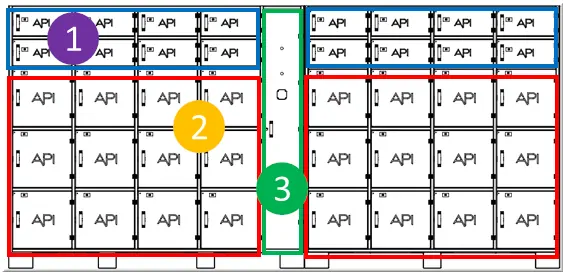
Figure 3 : découpage du meuble
- Casier disposant de 90 000 cm3 d’espace (0.09 m3) x 16.
- Casier disposant de 180 000 cm3 d’espace (0.18 m3) x 24.
- Armoire électrique : partie puissance et commande.
La partie principale et extérieure du meuble de rangement est composé des pièces suivantes :
| Composant mécanique | Longueur | Nombre |
|---|---|---|
| Support capteur | / | 40 |
| Support capteur porte 400 | / | 24 |
| Support capteur porte 200 | / | 16 |
| Électro-aimant + rallonge verrou | / | 40 |
| Porte 200 x 400 | / | 16 |
| Porte 400 x 400 | / | 24 |
| Charnière | / | 85 |
| Poignée porte | / | 41 |
| Tôle intermédiaire casier grand | / | 21 |
| Tôle intermédiaire casier petit | / | 14 |
| Tôle sol étage complet + renfort | / | 40 |
| Tôle latérale renforcée | / | 4 |
| Tôle arrière | / | 8 |
| Tôle dessus grand | / | 1 |
| Tôle dessus extension | / | 1 |
| Pied | / | 3 |
| Tôle armoire | / | 1 |
| Renfort pied | / | 21 |
| Tube rectangle creux 50x30x3 | 500mm | 64 |
| Tube carré creux 30x30x3.2 | 615mm | 65 |
| Tube rectangle creux 50x30x3 | 1980mm | 12 |
| Tube rectangle creux 50x30x3 | 2040mm | 8 |
| Tube rectangle creux 50x30x3 | 2050mm | 8 |
| Tube rectangle creux 50x30x3 | 305mm | 4 |
1.2.2.1 Châssis : Tubes rectangulaires
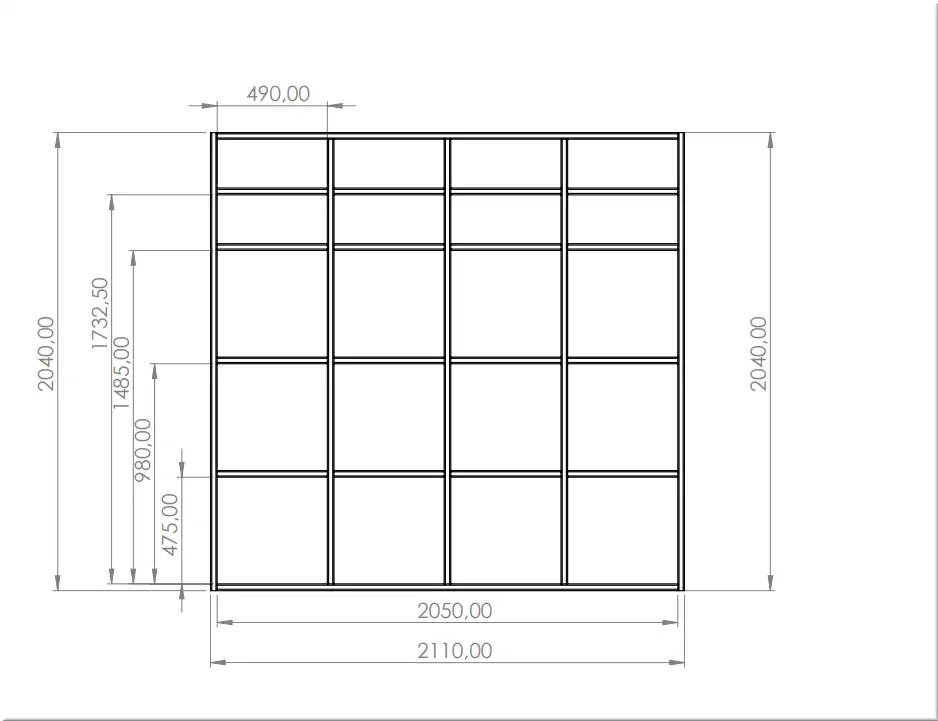
Figure 4 : tubes du châssis
Voici le châssis de la partie extension. Pour la partie principale, il faut rajouter à droite, les tubes aux dimensions de l’armoires.
Cette étape est importante, car elle donne le volume de chaque casier. D’un meuble à un autre, ces dimensions diffèrent.
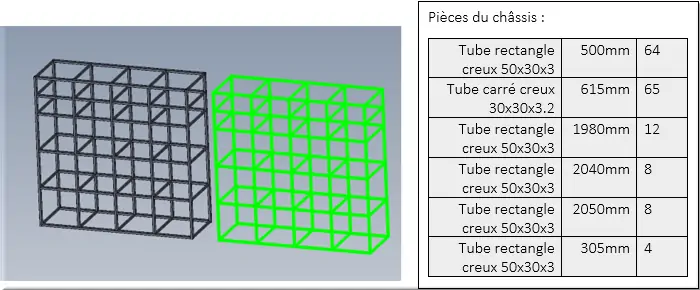
Figure 5 : pièces du châssis
1.2.2.2 Tôles entourant le châssis et pieds renforcés
| Pièces utilisées : |
|
|
|---|---|---|
| Tôle latérale renforcée | / | 4 |
| Tôle arrière | / | 8 |
| Tôle dessus grand | / | 1 |
| Tôle dessus extension | / | 1 |
| Pied renforcé | / | 3 |
| Tôle armoire | / | 1 |
| Renfort pied | / | 21 |
Les tôles latérales permettront de couvrir les côtés, mais auront également un pied intégré. On compte 2 tôles latérales pour chaque côté, où l’on ajoute 3 renforts pour chacun des pieds. Les renforts ont un rôle d’aide pour supporter la masse totale du meuble.
Les tôles latérales avec renforts sont fixées sur les côtés de l’unité pour permettre de surélever le tout ainsi que consolider l’ensemble. 10 alésages M6 sont faits pour les encastrer à l’unité.
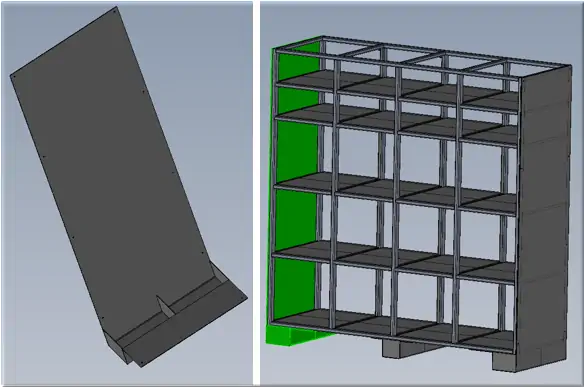
Figure 6 : Vue sur le logiciel 3D
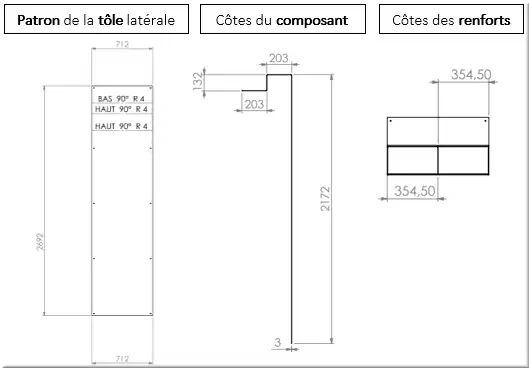
Figure 7 : patron de tôle
En parallèle de la fixation des tôles latérales, vient l’ajout des pieds qui permettront à l’unité d’être légèrement surélevée, mais aussi de stabiliser l’ensemble. Cela limite les contraintes mécaniques de flexion engendrées par la masse totale du meuble de rangement.
De la même façon que les tôles latérales, les pieds sont renforcés par l’ajout de 3 plaques métalliques soudées de toute part.
Quatre trous M6 sont nécessaires pour fixer les pieds au châssis.
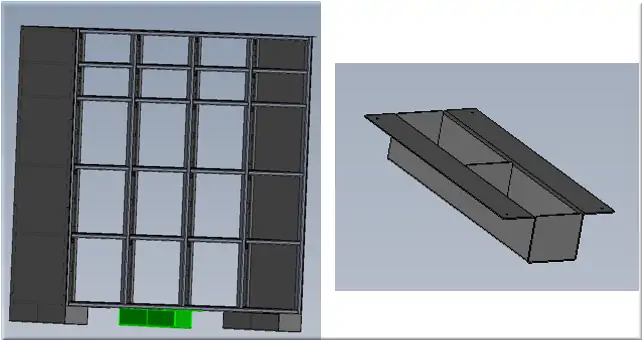
Figure 8 : Composants en 3D
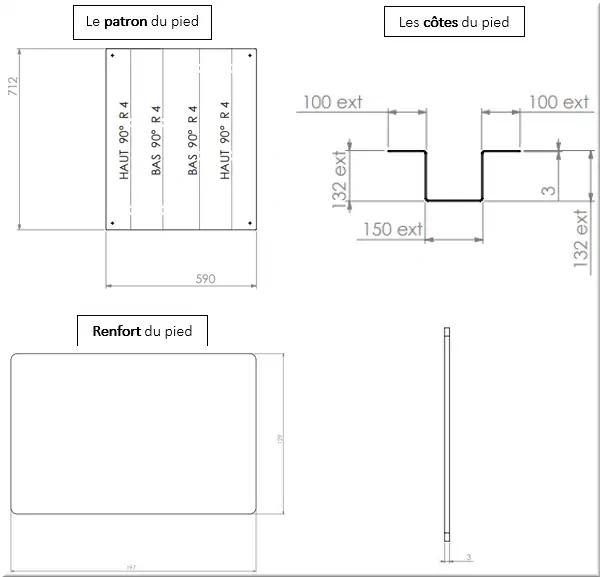
Figure 9 : patron de pied
Vient ensuite l’ajout des tôles de l’arrière, elles sont composées de crochets qui permettent de porter les câbles électriques en provenance des capteurs et des électro-aimants.
L’objectif est de rendre le plus clair possible le câblage électrique en partance pour les borniers XA, XB, XC et XD.
25 trous M6 sont réalisés pour la fixation de la tôle. Et 13 trous M16 sont réservés pour passer des câbles si besoin.
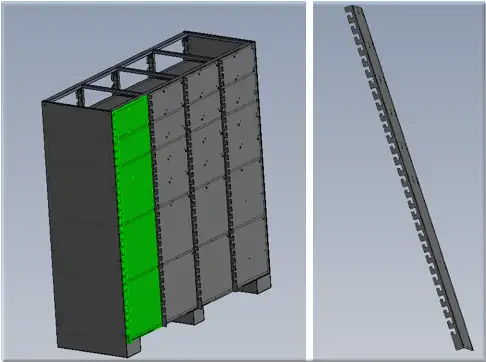
Figure 10 : tôle arrière
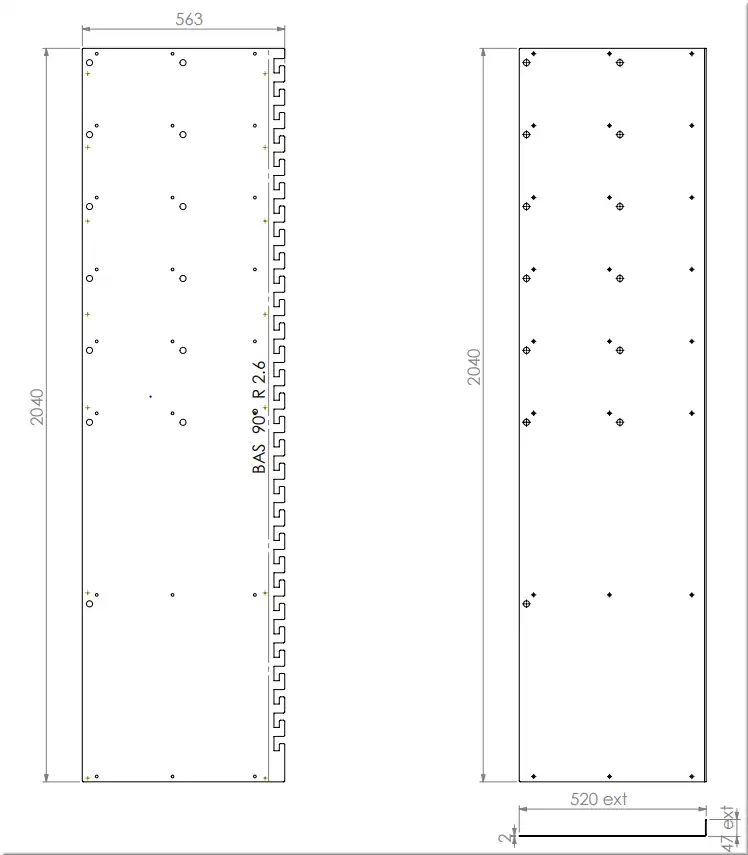
Figure 11 : patron arrière
Enfin, afin d’assurer la sécurité et l’étanchéité du meuble, l’ajout des tôles sur le dessus est réalisé.
Il y a deux tailles de tôles, une pour la partie centrale (longueur châssis + armoire) puis une pour la partie d’extension (châssis).
10 alésages sont réalisés pour la fixation de la tôle.
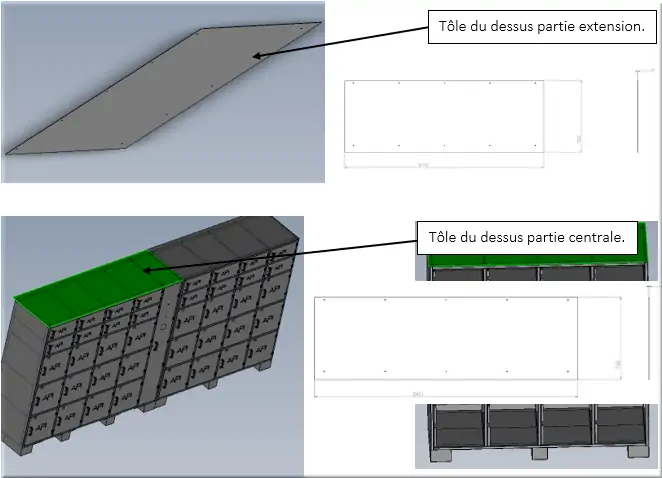
Figure 12 : toit
1.2.2.3 Tôle séparant les casiers
L’espace entre chaque casier est délimité par deux tôles intermédiaires, deux tôles de planchers renforcés.
Les surfaces sont de type plane pour permettre à tout type d’équipement d’y être stocké.
Quatre trous M6 sont réalisés pour fixer la tôle au châssis.
Pièces utilisées :
| Tôle intermédiaire casier 400 x 400 | / | 21 |
|---|---|---|
| Tôle intermédiaire casier 200 x 400 | / | 14 |
| Tôle sol étage complet + renfort | / | 40 |
Tôle intermédiaire entre deux casiers 200 x 400 :
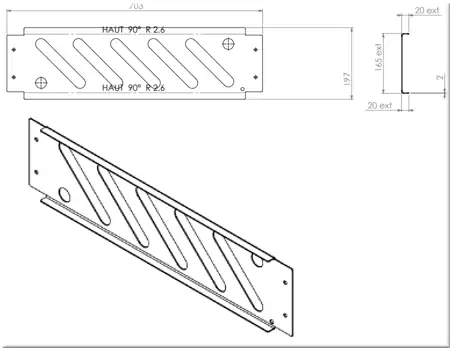
Figure 13 : tôle inter-casier 200
Tôle intermédiaire entre deux casiers 400 x 400 :
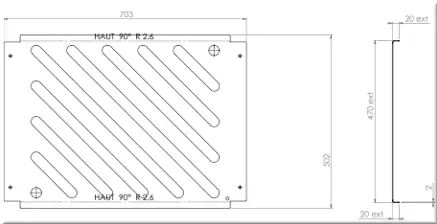
Figure 14 : tôle inter-casier 400
Il faut ensuite placer la base de chaque casier (sol). Cet élément est composé de 2 pièces : la zone plane et le renfort. Le renfort limite les contraintes mécaniques de déformation par flexion verticale engendrées par la masse de l’équipement stocké.
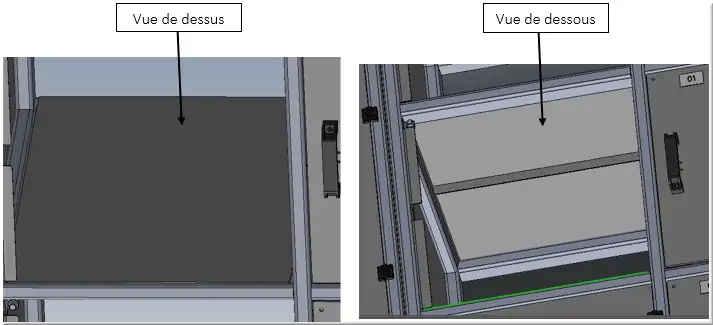
Figure 15 : vue de dessus / dessous
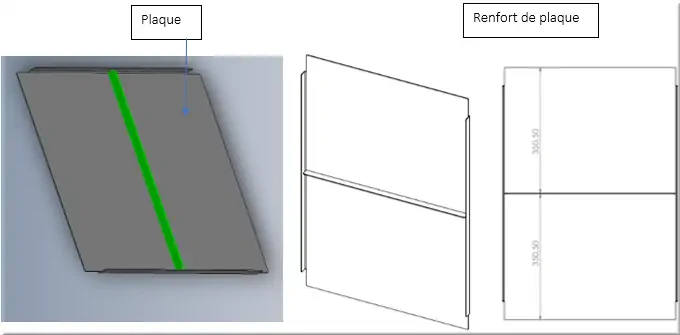
Figure 16 : plaque et renfort
L’ensemble des sols de casiers sera installé sans fixation aux bases des 40 casiers.
1.2.2.4 Les portes
- Support capteur porte et support fin de course de port
Les supports servent à la fois de fin de course pour le mouvement des portes, mais aussi de support pour la fixation du capteur. La hauteur de la pièce doit impérativement respecter les côtes imposées par la distance entre 2 tubes rectangulaires (165mm et 470mm respectivement)Ces pièces sont fixées à l’opposé de l’espace prévu pour la fixation des charnières des portes par le biais de vis, celles-ci sont situées dans les inserts prévus à cet effet.
| Pièces utilisées : |
|
|
|---|---|---|
| Support capteur porte 200 | / | 16 |
| Support capteur porte 400 | / | 24 |
| Support fin de course de porte | / | 40 |
Support capteur porte 200 :
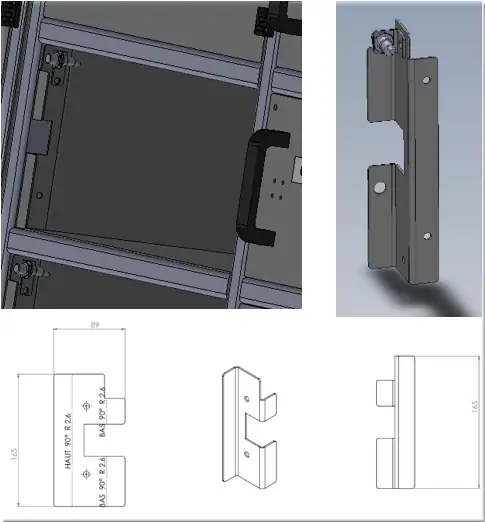
Figure 17 : Support capteur porte 200
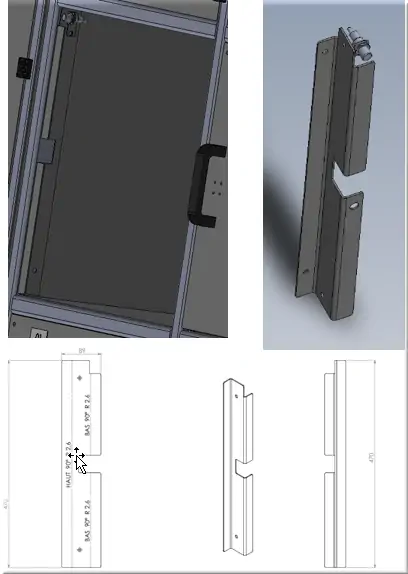
Figure 18 : Support capteur porte 400
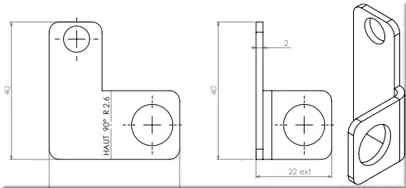
Figure 19 : Support fin de course de porte
- Façade des portes, électro-aimant, rallonge verrou, charnière et poignée de porte
| Pièces utilisées : | ||
|---|---|---|
| Électro-aimant + rallonge verrou | / | 40 |
| Porte 200 X 400 | / | 16 |
| Porte 400 X 400 | / | 24 |
| Charnière | / | 85 |
| Poignée porte | / | 41 |
L’accès aux équipements est sécurisé par les ouvertures que l’on nomme « portes ». Deux tailles existent pour ce modèle. Ces portes peuvent être verrouillées par l’activation d’un électro-aimant fixé à la porte du côté intérieur du casier.
La poignée et les charnières des portes ont été choisies de manière à correspondre aux dimensions de la porte.
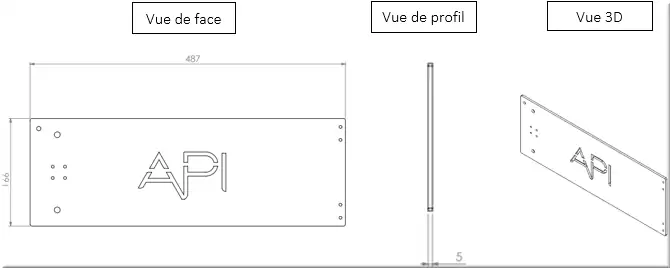
Figure 20 : portes 200 x 400
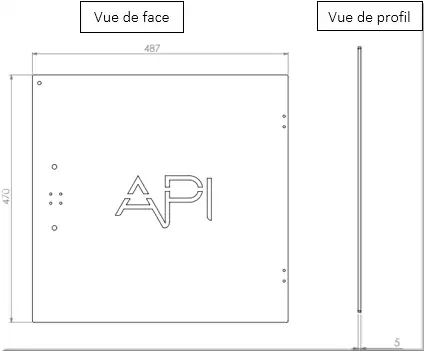
Figure 21 : porte 400 x 400
La mise en sécurité des casiers est réalisée par le biais d’un électro-aimant. Lorsque celui-ci est piloté, il permet l’ouverture du casier. Il s’agit du seul actionneur mécanique présent sur le système. Lorsque sa bobine est alimentée, le composant vient tirer la rallonge verrou et le maintien en position jusqu’à pilotage de son entrée tout ou rien (TOR) raccordée à l’automate.
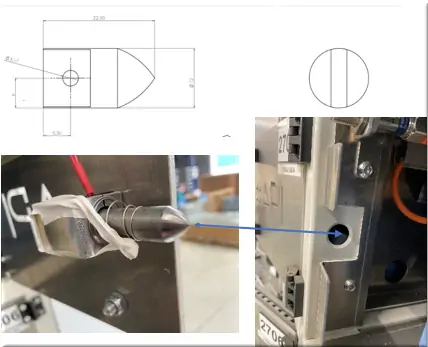
Figure 22 : verrou
Le support de porte permet de limiter la course de la porte et un alésage dans le tube rectangulaire permet au verrou d’être efficace dans le blocage de l’ouverture.
- Porte armoire
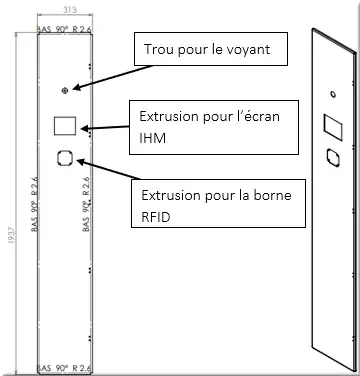
Figure 23 : porte armoire
Cette pièce correspond à la porte d’accès de l’armoire électrique sur la partie principale. Au centre, il y a une extrusion qui donnera accès à la borne RFID, et une autre pour l’écran IHM.10 trous M4 sont réalisés pour y placer les charnières et un trou M16 pour le voyant blanc.
En réalité nous avons juste un trou pour l’IHM car nous ne sommes pas fixés sur le modèle d’IHM.
De plus, un trou a été conçu au niveau de la poignée pour y mettre une serrure permettant de sécuriser l’accès à l’armoire électrique.
1.2.3 Montage
Grâce à l’étude réalisé en amont, la fabrication des différentes pièces et le montage peut débuter.
1.2.3.1 Le châssis
Le montage du meuble de rangement débute par l’assemblage des tubes rectangulaires. Il est important de commencer par cette étape, pour avoir une base solide pour la suite.
Toutes les barres sont en acier. Lors de leur arrivée, elles doivent être d’abord découpées aux longueurs souhaitées.

Figure 24 : cadres du châssis
Ce sont d’abord les barres extérieures du châssis (le cadre) qui sont reliées, puis les barres intérieures, qui séparent chaque casier.
Pour fixer les barres entre elles, il faut préalablement passer la meuleuse pour les blanchir, puis les souder à chaque extrémité pour garantir une solidité d’ensemble optimale.
Les points de soudage sont réalisés d’avantage vers l’intérieur du meuble, hormis pour les fixations importantes tel que le cadre du châssis. Le blanchissage permet d’éviter de salir et d’abimer l’électrode en tungstène du fer à souder.
Pour la partie centrale du meuble, il faut également fixer les barres correspondantes à l’armoire électrique.
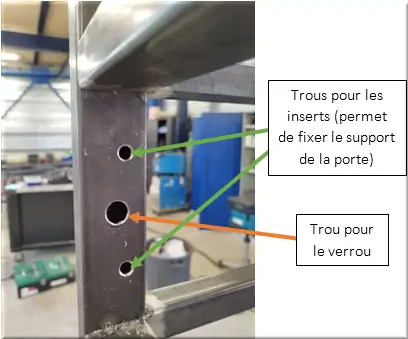
Figure 25 : trous du cadre de porte gauche
Une fois le châssis fini, trois trous doivent être réalisés au niveau de chaque cadre de la porte à gauche :
- Les deux trous de fixation de renfort doivent être fraisés à un diamètre M6.
- Un trou de diamètre M16 est réalisé pour que le verrou puisse se placer et verrouiller la porte.
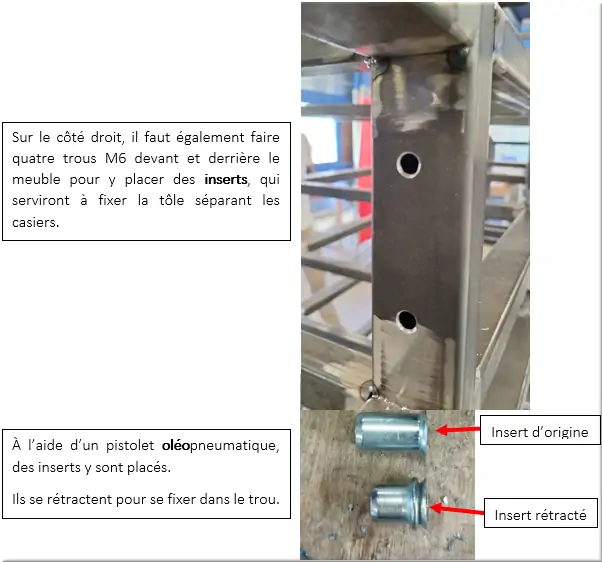
Figure 26 : insert rétracté
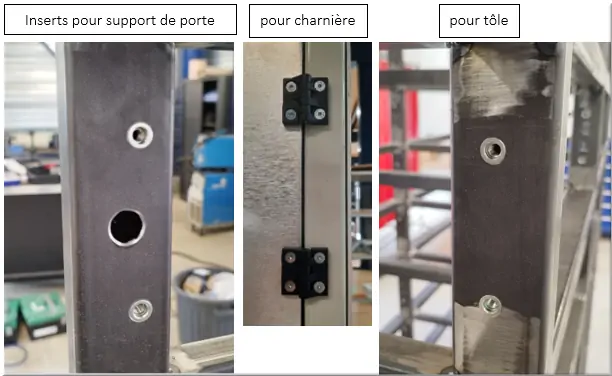
Figure 27 : insert par cible
Ensuite, il faut réaliser quatre trous M4 pour y mettre des inserts qui permettront la fixation des charnières de la porte (deux pour chaque charnière).
Et enfin, il faut faire les trous M6, accompagné d’inserts, qui permettront de fixer les tôles latérales et les pieds renforcés.
Parfois, le cahier des charges implique des casiers deux fois moins larges. Ceux-ci sont réalisée par l’ajout d’une barre verticale au milieu du cadre de la porte. Cette étape arrive après avoir placés les inserts.
Lorsque toutes les étapes précédentes sont réalisées, l’ensemble est envoyé à un sous-traitant afin d’y être peint en blanc par thermo laquage. Voici les résultats avant le thermolaquage pour la partie centrale et après le thermo laquage pour la partie d’extension :

Figure 28 : thermo laquage blanc
1.2.3.2 Les tôles et les pieds

Figure 29 : tôle et pied
Toutes les pièces correspondant aux tôles et aux pieds sont en aluminium. C’est un sous-traitant qui s’occupe du découpage, du perçage, puis du pliage.
Il s’occupe également de souder les pieds du châssis et les barres de renforts aux sols de casiers.
Après cela, elles arrivent à l’atelier pour être fixées au châssis.
Des vis M6 sont utilisées pour fixer les différentes pièces au châssis sur les inserts placés avant le thermo laquage.
Il y a un ordre à respecter pour ne pas se retrouver coincé :
- Tôles latérales
- Pieds renforcés
- Séparateurs de casier
- Tôles à l’arrière
- Tôles du dessus
- Tôles sols des casiers
1.2.3.3 Les casiers
Le sol renforcé des casiers est seulement posé sur le châssis. Cependant les cloisons séparant les casiers sont vissées aux châssis par quatre vis.
Ci-dessous les photos des casiers format réel 200 x 400 :

Figure 30 : casier 200 réel
Ci-dessous les photos des casiers format réel 400 x 400 :

Figure 31 : casier 400 réel
1.2.3.4 Les portes

Figure 32 : Montage de porte
Il faut d’abord fixer les supports de porte auxquels doivent être accrochés le capteur et son support.
La dernière étape, c’est l’assemblage et la fixation des portes. Elles sont en aluminium et sont découpées par le sous-traitant. Pour faciliter la tâche, il faut les assemblés à part puis fixer l’ensemble (verrou, électro-aimant, charnières, poignée) au meuble.
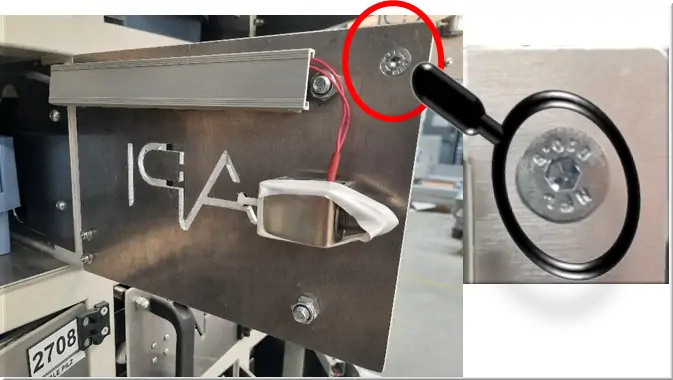
Figure 33 : Fermeture de porte
Il faut également fixer une vis en haut à droite de la porte en acier qui permettra de faire détecter la porte à sa fermeture par le capteur, car l’aluminium de la porte n’est pas détectable.
1.2.4 Résultats

Figure 34 : Partie gauche de l’armoire finie

Figure 35 : Partie droite de l’armoire terminée
Le meuble de rangement est catégorisé comme une machine spéciale : elles sont actuellement au nombre de 5 unités réparties dans les différents services qui composent le Groupe API.
Les pièces mécaniques sont surdimensionnées par rapports aux besoins réels, car les unités sont limitées en production. Il n’y a donc aucune information concernant la résistance des matériaux, les contraintes mécaniques ou encore la répartition de la masse globale selon les supports (pieds).
Les pièces sont assemblées au sein de l’atelier de la filiale IMAP Armor, filiale spécialisée dans l’électricité et l’automatisme industriel. La conception de l’unité est assurée par J.B. Braud, génie mécanicien.